




想知道精密无缝管耐磨板追求细节品质产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:精密无缝管耐磨板追求细节品质的图文介绍
始终秉承 内蒙古通辽27SiMn无缝钢管品质、优质、良好服务之经营理念,积累5年 内蒙古通辽27SiMn无缝钢管的产品生产营销经验,真正拥有 内蒙古通辽27SiMn无缝钢管核心技术。始终致力于 内蒙古通辽27SiMn无缝钢管产品服务的提供、研发。力求让客户对我们的 内蒙古通辽27SiMn无缝钢管产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。

精轧管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,精轧管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去精轧管的使用的特点的。精轧管在进行操作的时候要用到打孔的,打孔的话就是在精轧管的表面进行穿透,打一个个的小孔,这样的话对于精轧管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


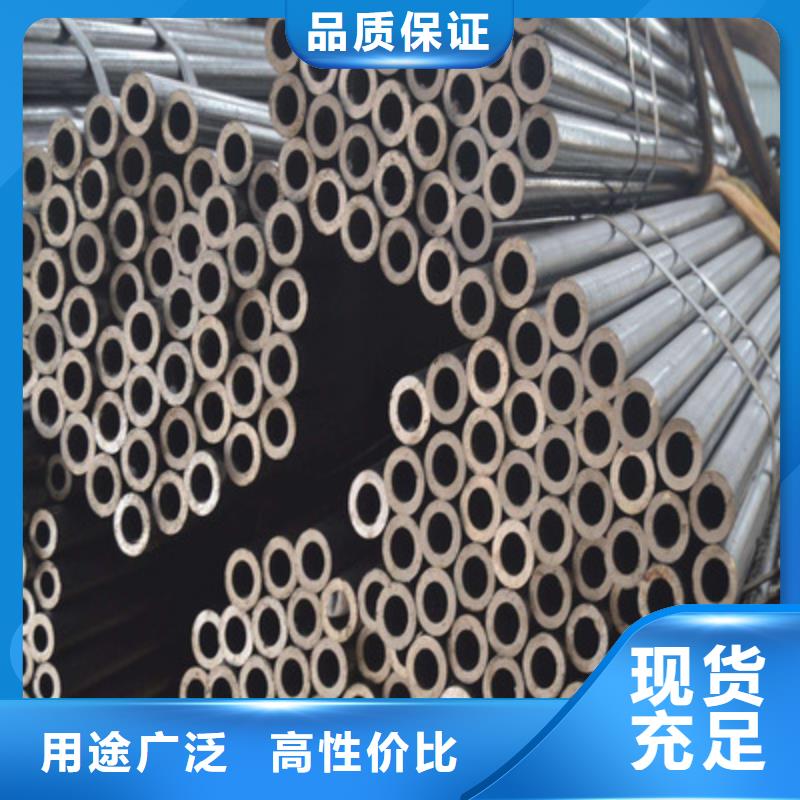
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



45#精轧管成品状况为:内外壁亮光无氧化层,精轧管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#精轧管.
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精轧管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精轧管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.



