




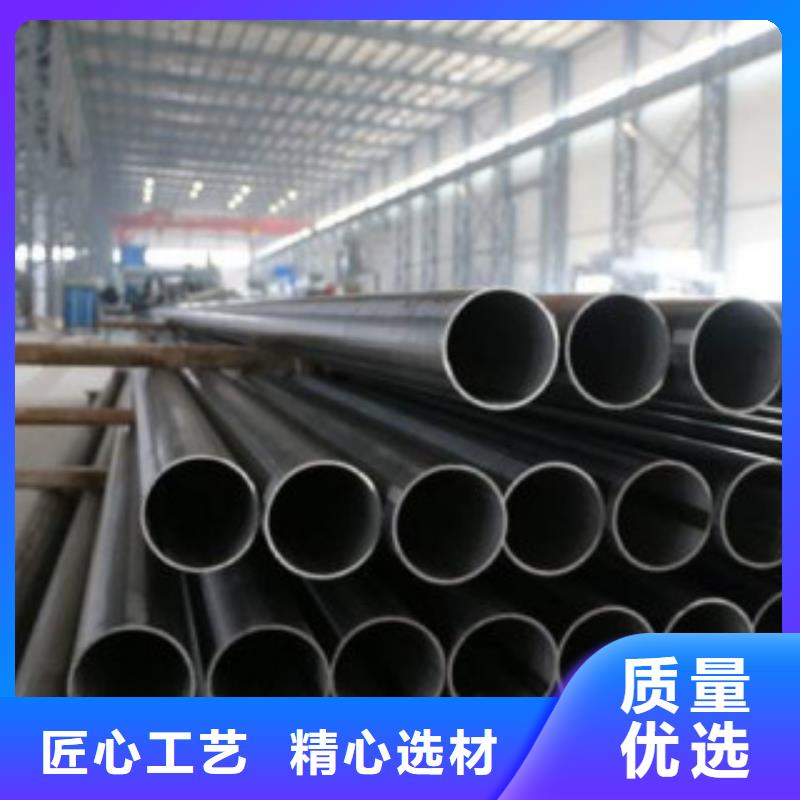
直缝焊管-环氧树脂粉末EP内外涂塑钢管厂家快速发货产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:直缝焊管-环氧树脂粉末EP内外涂塑钢管厂家快速发货的图文介绍
多年来完成了多个 山西热镀锌钢管订单。敢于承接急项目硬项目,从而实现了客户满意,并带动企业发展的目标。良好的 山西热镀锌钢管产品及满意的服务为公司赢得了更多客户的信任, 山西热镀锌钢管产品销售各地并不断承揽大型工程,是一家值得信赖的厂家。 润吉公司与客户,携手共同开拓进取,不断创新为环保事业做出大的贡献。让我们与客户共同发展、进步。


其实不只是家电,像高Q195焊管这些也是需要保养的,特别是钢铁合成的,那么就更容易生锈,导致高Q195焊管的使用不如以前,所以不管是什么只要是长时间的使用都是会出现老化的状态,所以高Q195焊管也是需要保养的。Q195焊管是碳素结构钢(GB/700-1999),生产工艺:电弧焊管电阻焊管气焊管炉焊管焊管有直缝焊管螺旋焊管光亮焊管不锈钢焊管高频焊管薄壁焊管镀锌焊管Q--屈服,195--为该牌 屈服点(σs)值。 由原料带入钢中的其他合金元素含量,如铬、镍、铜一般不超过0.30%,按成分和性能要求,此类钢的牌 由Q195,Q215A、B,Q235A、B、C、D,Q255A、B,Q275等钢级表示[1]。注:“Q”是屈服的“屈”字的汉语拼音大写字头,其后数字为该牌 屈服点(σs)值,其后的符 是按照该钢杂质元素(硫、磷)含量由高到低并伴随碳、锰元素的变化而分为A、B、C、D四等。 无锡焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。无锡焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。1.低压流体输送用无锡焊管(GB/T3092-1993)也称一般焊管,俗称黑管。 是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的无锡焊管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。



今日开市,国内12Cr1MoV合金钢管市场价格平稳观望。据兰格钢铁云商平台监测数据显示,截至3月28日,国内十个重点中心城市冷板的平均价格为4546元(吨价,下同),与上个工作日相比持平。今日市场黑色系震荡走弱,截止至收盘,焦炭跌近4%,铁矿石、焦煤跌逾1%。 但现货市场开盘后价格整体稳中有涨,冷轧卷板市场价格平稳观望。市场方面,今日现货市场开盘后价格呈现走强之势,冷轧板卷市场方面多持稳运行,虽然信心得到一定恢复,但当前市场并不明朗,市场对于价格是否到位仍心存疑虑。 从成交方面来看,交投氛围并不浓厚,多以按需采购为。贸易商方面,商家表示钢市整体暂缓下行,使市场得到一定的时间,部分品种钢材试探上涨,价格回暖,杀跌现象得到缓解。综合看来,市场利空消息作用渐退,心态有所好转,但市场并未完全走出低迷,操作应当谨慎,预计明日国内冷轧市场价格或将会以窄幅运行为主。 焊管淡季效应明显,焊管终端采购需求的日益;不过目前原料市场的小幅走强以及库存低位均有一定的支撑,导致市场多数商家的观望较浓;不过考虑到年底,厂商多以回款为主,订货积极性普遍较弱,西安耐磨板价格市场价格主流仍偏弱。



碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。但碱性焊条的焊接工艺性能(包括稳弧性、脱渣性、飞溅等)较差,对锈、水、油污的性大,容易出气孔,有气体和烟尘多,性也大。 表2-3酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的性不大,使用前经100~150℃烘焙1h2.电弧,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣。 45 无缝钢管商业商已不敢再囤货自5月以来,钢市一直处于下跌通道,45 无缝钢管下跌,商家出货压力剧增,45 无缝钢管商业商已不敢再囤货。21翻阅资料发现,事实上2011年10月份,重点大中型45 无缝钢管的销售利润率已降至0.47%。 钢铁产业常务副张宇在2012年钢铁行业统计上表示,2011年全国炼焦煤价格上涨17.2%,而钢材均匀价格仅同比上涨11.8%,低于燃料的价格涨幅。另一方面,占炼钢本钱比重较大的煤炭价格也在钢企的利润空间。



这种润滑方式可以有效地将变形焊管与模具表面隔离开,润滑效果良好,有利于模具使用寿命和产品成品的合格率。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。 在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。